
 EN
EN

數(shù)控沖床成型模具
-
成形高度最高不能超過8mm,因為上下轉塔間的孔隙是有限的,超過此高度會造成撞料、板材移動不順、退料不順暢。
- 成形模具一般都有起伏成形,所以訂購模具時要注明模具避讓要求、前后左右步距或與較近成形的距離。具體見各成形模詳細說明。
- 禁止空打,打擊頭螺絲必須緊鎖并定期檢查。
- 必須使用低速,用成形程序編程。
- 同一模具在不同沖床上所需高度不一樣,裝到另一臺前必須先調短1mm,裝上試沖后再決定到底要調多少。
- 凸包等變形大的成形與孔靠的很近時要盡量先沖成形在沖孔,夾鉗要盡量離遠一些。
訂購咨詢
模具系列
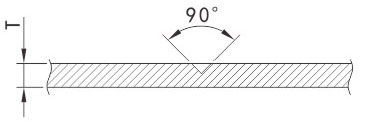
打點模具(樣沖)


-
方向:
-
材質:
-
T:
- 成形方向:向上、向下
- 嚴禁空沖
- 打點大小通過調整上模高度控制
- 深度控制在板厚的80%以內
- 角度90°,最大板厚6.0mm
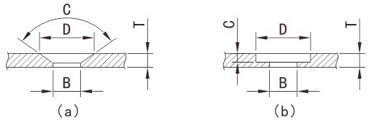
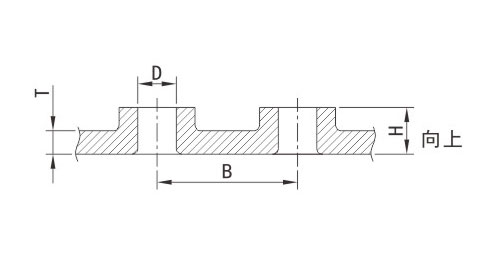
擠壓沉孔模具



-
方向:
-
材質:
-
T:
-
B:
-
C:
-
D:
- 成形方向:向上、向下
- 上下模芯可換
- 只能加工對應厚度的板材
- 適用板厚:T≥1.0mm
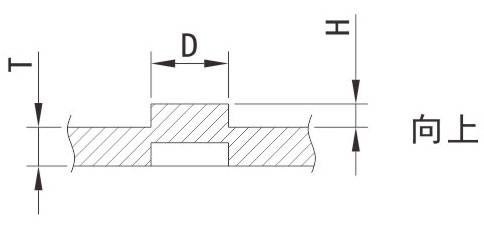
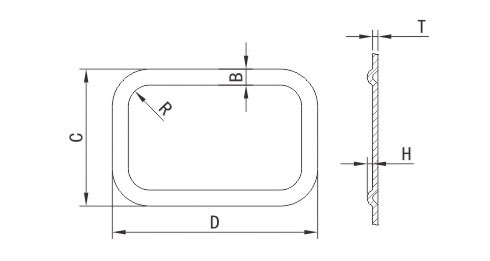
半剪切模具(定位扣)



-
方向:
-
材質:
-
T:
-
D:
-
H:
- 成形方向:向上、向下
- 編程要考慮留足卸料時間
- 成形高度H最大為0.6T
凸包沉孔模具




-
方向:
-
材質:
-
T:
-
B:
-
C:
-
D:
- 成形方向:向上、向下
- 上下模芯可換
- 要配預孔模具
凸包模具


-
方向:
-
材質:
-
T:
-
B:
-
C:
-
D:
-
H:
- 成形方向:向上
- 上下模芯可換
- 成形位置與沖孔、板材邊緣、夾鉗保持適當距離
- 成形高度:與D及材料的拉伸性能有關
刻畫模具




- 成形方向:向上
- 機器必須有專用控制程序和相應功能(液壓或伺服)
- 連續(xù)刻畫,成形光滑、漂亮
- 嚴禁空沖
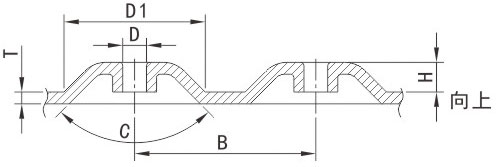
凸包翻邊模具



-
方向:
-
材質:
-
T:
-
B:
-
C:
-
D:
-
D1:
-
H:
- 成形方向:向上
- 沖預孔、翻邊、凸包一次完成
- 上下模芯可換
- 成形高度:與D及材料的拉伸性能有關
字碼模具
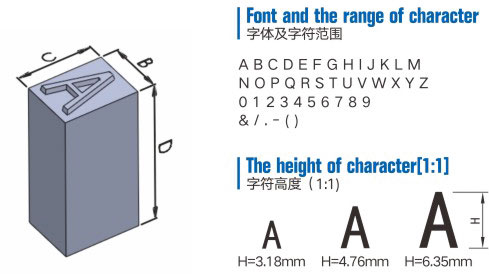
字號尺寸規(guī)定、字符深度、沖壓力(鋁、碳鋼板、不銹鋼)
| 字號 | B尺寸 | C尺寸 | D尺寸 | 深度 | 沖力(AL) | 沖力(MS) | 沖力(SS) |
| 3.2號 | 3.18mm | 6.35mm | 19.05mm | 0.1mm | 1.6KN | 4.4KN | 13.3KN |
| 4.8號 | 4.76mm | 7.94mm | 19.05mm | 0.2mm | 3.6KN | 10.7KN | 30.2KN |
| 6.4號 | 6.35mm | 9.25mm | 19.05mm | 0.3mm | 6.2KN | 16.9KN | 48.9KN |
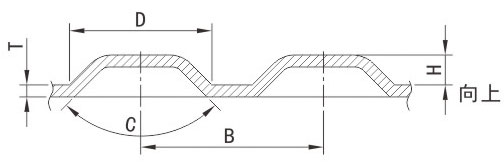
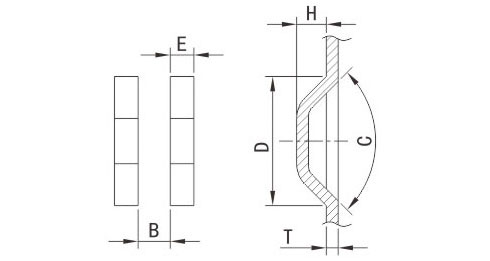
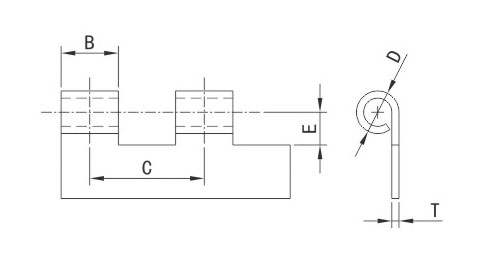
橋形模具



-
方向:
-
材質:
-
T:
-
B:
-
C:
-
D:
-
E:
-
H:
- 成形方向:向上、向下(盡量避免)
- 可做成多橋
- 上下模芯可換
- 成形高度:與C及材料的拉伸性能有關,C≥85°
- 橋面寬度E≥2T 且E≥1.8mm
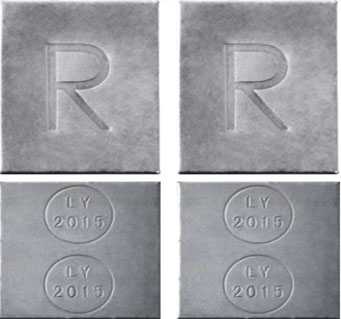
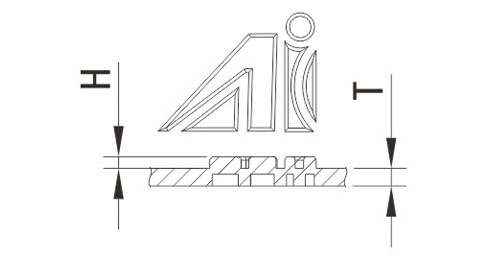
標記模具


-
方向:
-
材質:
-
T:
-
字體:
-
字高:
-
H:
- 成形方向:向上、向下
- 上下模芯可換
- 字形:單面凹、一凹一凸
- 改變上下模芯的方向可以沖0°、90°、180°、360°
- 適用板厚:不銹鋼0.8-1.5mm,碳鋼板0.8-2.0mm,鋁板0.8-2.5mm
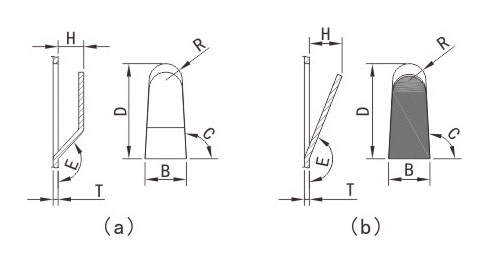
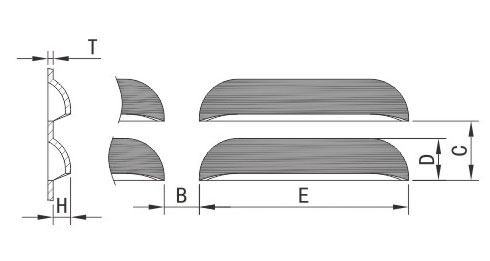
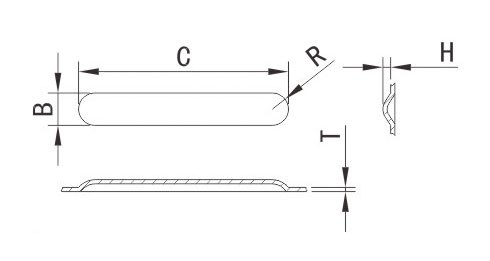
剪切成形模具



-
方向:
-
材質:
-
T:
-
B:
-
C:
-
D:
-
E:
-
H:
- 成形方向:向上
- 上下模芯可換
- 切斷和成形一次完成
- C≥93°
- H ≤ 6
百葉窗模具



-
方向:
-
材質:
-
T:
-
B:
-
C:
-
D:
-
E:
-
H:
- 成形方向:向上
- 上下模芯可換
- 編程要考慮板材移動方向
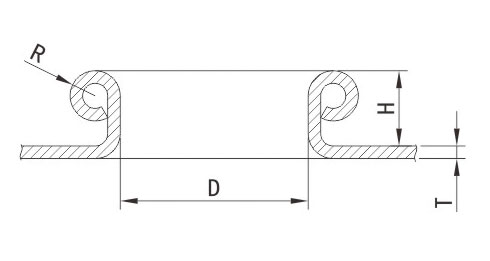
圓孔卷圓模
-
方向:
-
材質:
-
T:
-
D:
-
H:
-
R:
- 成形方向:向上
- 由沖翻、預彎、卷圓三套組合完成
- 只能加工對應厚度的板材
- 適用板厚:T≤1.5mm
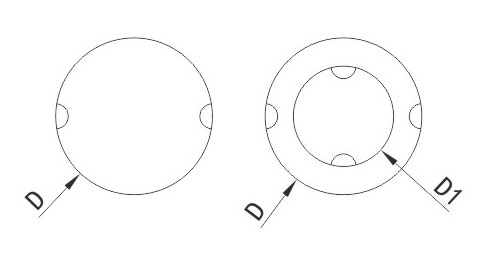
敲落孔模具



-
方向:
-
材質:
-
T:
-
D:
-
D1:
-
D2:
- 成形方向:向上
- 上下模芯可換
- 可根據(jù)需要做成單敲、雙敲或三敲
- 通過調節(jié)上模高度控制敲落的難易
直邊卷圓模



-
方向:
-
材質:
-
T:
-
B:
-
C:
-
D:
-
E:
- 成形方向:向上
- 由預彎、卷圓兩套模具組合完成
- 每套模具只能沖規(guī)定厚度的板材
- 適用板材:碳鋼板T≤2.0mm,不銹鋼T≤1.5mm
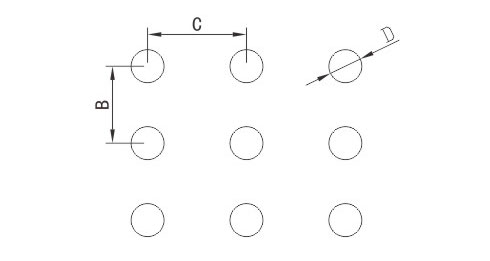
多孔模


-
方向:
-
材質:
-
T:
-
B:
-
C:
-
D:
- 最小孔邊距(B-D)小于3.0mm時要間隔沖,且(B-D)≥2T
步沖壓筋模具



-
方向:
-
材質:
-
T:
-
B:
-
C:
-
R:
-
D:
- 成形方向:向上、向下
- 當R要求嚴格時要另加一套R的整形模具
- 每套模具只能沖規(guī)定厚度的板材
- 適用板材:碳鋼板T≤2.7mm,不銹鋼T≤2.3mm
- 成形高度:H≤1.5T
- 成形位置與沖孔、板材邊緣、夾鉗保持適當距離
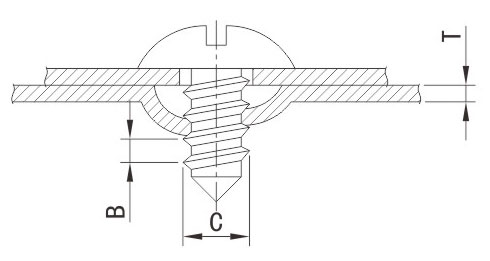
螺紋孔翻邊模具



-
方向:
-
材質:
-
T:
-
B:
-
D:
-
H:
- 成形方向:向上、向下
- 向上必須要預孔,向下不要預孔
- 上下模型可換成不同的成形規(guī)格
- 最大板厚:碳鋼板2.3mm,鋁板2.0mm,不銹鋼1.2mm
- 成形高度:保證3個螺距
滾筋(臺階)模具


-
方向:
-
材質:
-
T:
-
B:
-
C:
-
D:
-
H:
-
R:
- 成形方向:向上、向下
- 上下滾輪可換
- 連續(xù)滾壓,成形光滑、漂亮
- 用在旋轉工位上可加工曲線形狀
- 機器必須有專用控制程序和相應功能(液壓或伺服)
- 適用板厚:不銹鋼0.8-1.5mm,碳鋼板0.8-2.0mm、鋁板:0.8-2.5mm
- 成形高度:H≤2T、成形寬度2H≤B≤12.8
螺孔模具



-
方向:
-
材質:
-
T:
-
B:
-
C:
- 成形方向:向上、向下
- 上下模芯可換
- 只能加工對應厚度的板材
- 適用板厚:0.5-1.2mm








